

CNC სარკისებრი ნაპერწკლის მანქანა
პარამეტრების ცხრილი
შესაძლებლობების პარამეტრების ცხრილი
| ნივთი | ერთეული | ღირებულება |
| მაგიდის ზომა (სიგრძე × სიგანე) | mm | 700×400 |
| დამუშავების სითხის ავზის შიდა ზომები (სიგრძე × სიგანე × სიმაღლე) | mm | 1150×660×435 |
| სითხის დონის რეგულირების დიაპაზონი | mm | 110–300 |
| გადამამუშავებელი სითხის ავზის მაქსიმალური ტევადობა | l | 235 |
| X, Y, Z ღერძის მოძრაობა | mm | 450×350×300 |
| ელექტროდის მაქსიმალური წონა | kg | 50 |
| მაქსიმალური სამუშაო ნაწილის ზომა | mm | 900×600×300 |
| მაქსიმალური სამუშაო ნაწილის წონა | kg | 400 |
| მინიმალური და მაქსიმალური მანძილი სამუშაო მაგიდიდან ელექტროდის თავამდე | mm | 330–600 |
| პოზიციონირების სიზუსტე (JIS სტანდარტი) | მკმ | 5 მკმ/100 მმ |
| განმეორებითი პოზიციონირების სიზუსტე (JIS სტანდარტი) | მკმ | 2 მკმ |
| დაზგის საერთო ზომები (სიგრძე × სიგანე × სიმაღლე) | mm | 1400×1600×2340 |
| მანქანის წონა დაახლოებით (სიგრძე × სიგანე × სიმაღლე) | kg | 2350 |
| კონტურის განზომილება (სიგრძე × სიგანე × სიმაღლე) | mm | 1560×1450×2300 |
| რეზერვუარის მოცულობა | l | 600 |
| დამუშავების სითხის ფილტრაციის მეთოდი | A | შესაცვლელი ქაღალდის ბირთვის ფილტრი |
| მაქსიმალური დამუშავების დენი | kW | 50 |
| შეყვანის სრული სიმძლავრე | kW | 9 |
| შეყვანის ძაბვა | V | 380 ვოლტი |
| ოპტიმალური ზედაპირის უხეშობა (Ra) | მკმ | 0.1 მკმ |
| ელექტროდის მინიმალური დანაკარგი | - | 0.10% |
| სტანდარტული პროცესი | სპილენძი / ფოლადი, მიკრო სპილენძი / ფოლადი, გრაფიტი / ფოლადი, ვოლფრამი / ფოლადი, მიკრო სპილენძი ვოლფრამი / ფოლადი, ფოლადი / ფოლადი, სპილენძი ვოლფრამი / მყარი შენადნობი, სპილენძი / ალუმინი, გრაფიტი / სითბოს მდგრადი შენადნობი, გრაფიტი / ტიტანი, სპილენძი / სპილენძი | |
| ინტერპოლაციის მეთოდი | სწორი ხაზი, რკალი, სპირალი, ბამბუკის იარაღი | |
| სხვადასხვა კომპენსაციები | საფეხურის შეცდომის კომპენსაცია და უფსკრულის კომპენსაცია ხორციელდება თითოეული ღერძისთვის. | |
| საკონტროლო ღერძების მაქსიმალური რაოდენობა | სამღერძიანი სამბმული (სტანდარტული), ოთხღერძიანი ოთხბმული (არასავალდებულო) | |
| სხვადასხვა რეზოლუციები | მკმ | 0.41 |
| მინიმალური წამყვანი ერთეული | - | სენსორული ეკრანი, U დისკი |
| შეყვანის მეთოდი | - | RS-232 |
| ჩვენების რეჟიმი | - | 15 დიუმიანი LCD (TET*LCD) |
| მექანიკური მართვის ყუთი | - | სტანდარტული ინჩირება (მრავალდონიანი გადართვა), დამხმარე A0~A3 |
| პოზიციის ბრძანების რეჟიმი | - | როგორც აბსოლუტური, ასევე ინკრემენტული |
ნიმუშის შესავალი
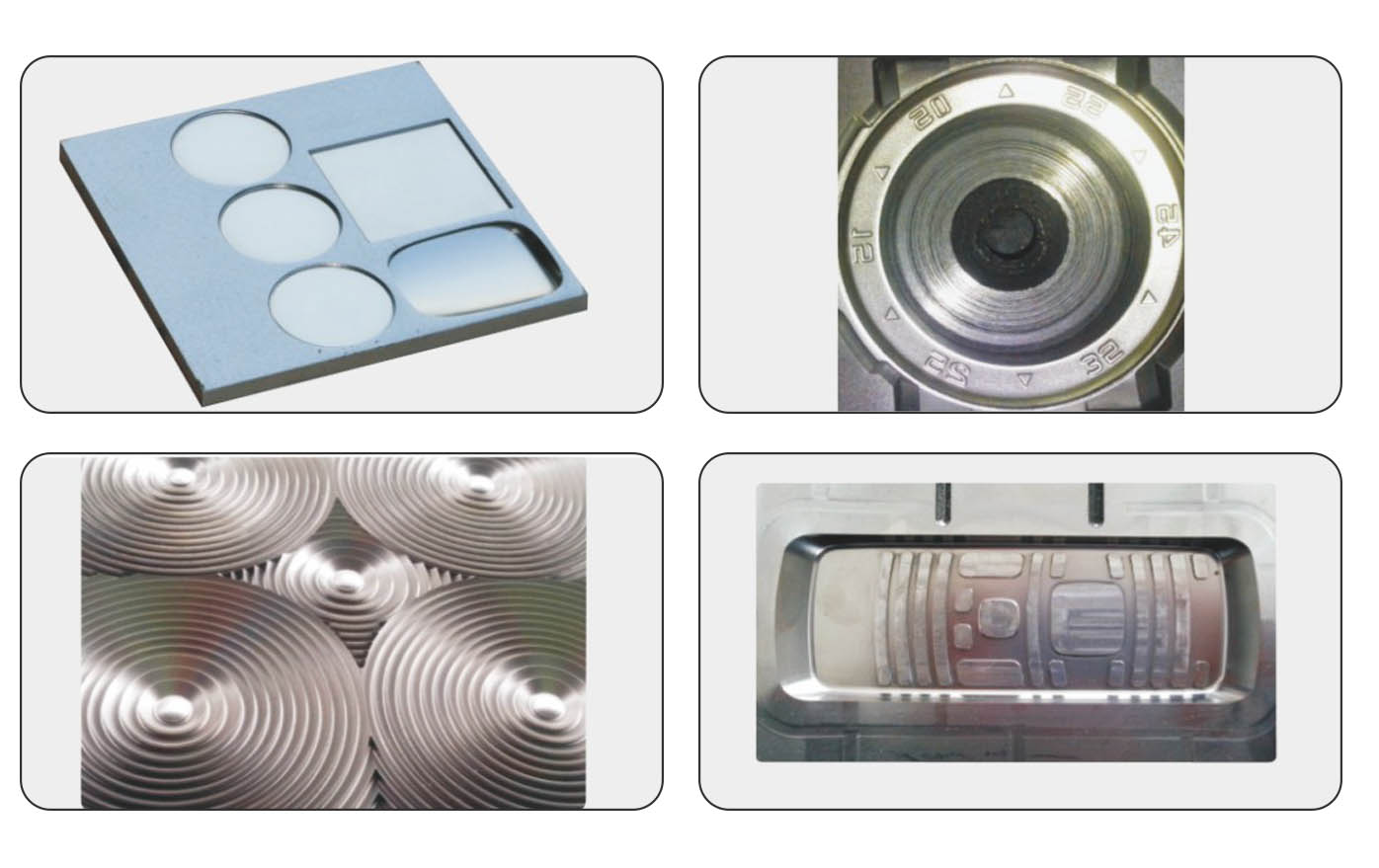
ყოვლისმომცველი დამუშავების მაგალითები (სარკისებური დასრულება)
| მაგალითი | მანქანის მოდელი | მასალა | ზომა | ზედაპირის უხეშობა | დამუშავების მახასიათებლები | დამუშავების დრო |
| სარკისებური დასრულება | A45 | სპილენძი – S136 (იმპორტირებული) | 30 x 40 მმ (მოხრილი ნიმუში) | Ra ≤ 0.4 მკმ | მაღალი სიმტკიცე, მაღალი სიპრიალე | 5 საათი 30 წუთი (მრუდი ნიმუში) |
საათის კორპუსის ჩამოსხმა
| მაგალითი | მანქანის მოდელი | მასალა | ზომა | ზედაპირის უხეშობა | დამუშავების მახასიათებლები | დამუშავების დრო |
| საათის კორპუსის ჩამოსხმა | A45 | სპილენძი – S136 გამაგრებული | 40 x 40 მმ | Ra ≤ 1.6 მკმ | ერთგვაროვანი ტექსტურა | 4 საათი |
საპარსის პირის ფორმა
| მაგალითი | მანქანის მოდელი | მასალა | ზომა | ზედაპირის უხეშობა | დამუშავების მახასიათებლები | დამუშავების დრო |
| საპარსის პირის ფორმა | A45 | სპილენძი – NAK80 | 50 x 50 მმ | Ra ≤ 0.4 მკმ | მაღალი სიმტკიცე, ერთგვაროვანი ტექსტურა | 7 საათი |
ტელეფონის კორპუსის ფორმა (შერეული ფხვნილის დამუშავება)
| მაგალითი | მანქანის მოდელი | მასალა | ზომა | ზედაპირის უხეშობა | დამუშავების მახასიათებლები | დამუშავების დრო |
| ტელეფონის ქეისის ფორმა | A45 | სპილენძი – NAK80 | 130 x 60 მმ | Ra ≤ 0.6 მკმ | მაღალი სიმტკიცე, ერთგვაროვანი ტექსტურა | 8 საათი |
დაწერეთ თქვენი შეტყობინება აქ და გამოგვიგზავნეთ



